



准备好领略冷拔管标准产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:冷拔管标准的图文介绍
流体钢管是一家集销售配送为一体的大型 流体钢管企业,成立于2008年,注册资金1200万。主要销售 流体钢管。公司以的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 流体钢管服务企业。



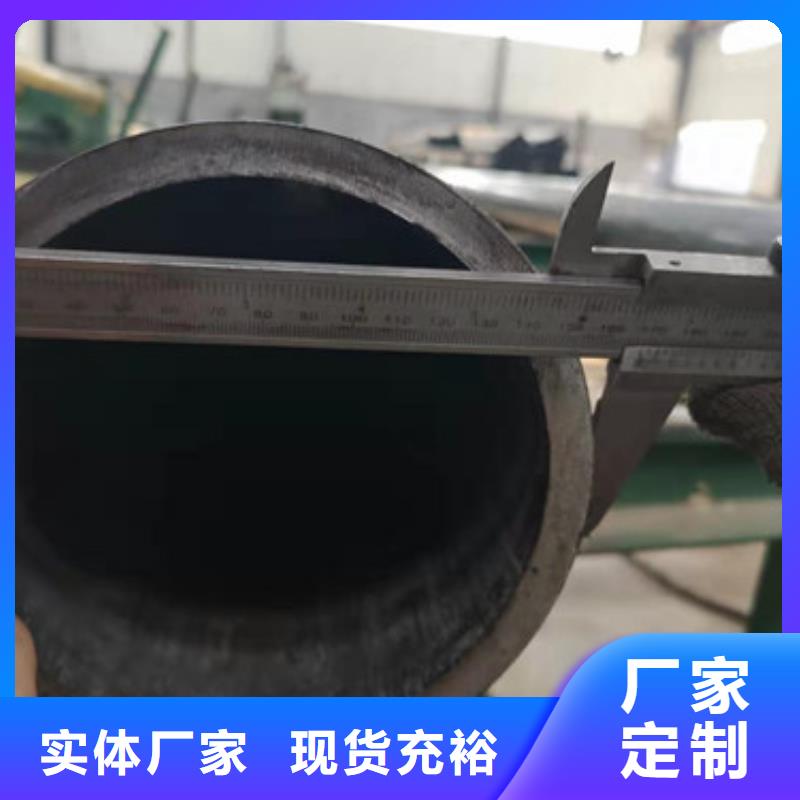
冷拔管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于冷拔管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。冷拔管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
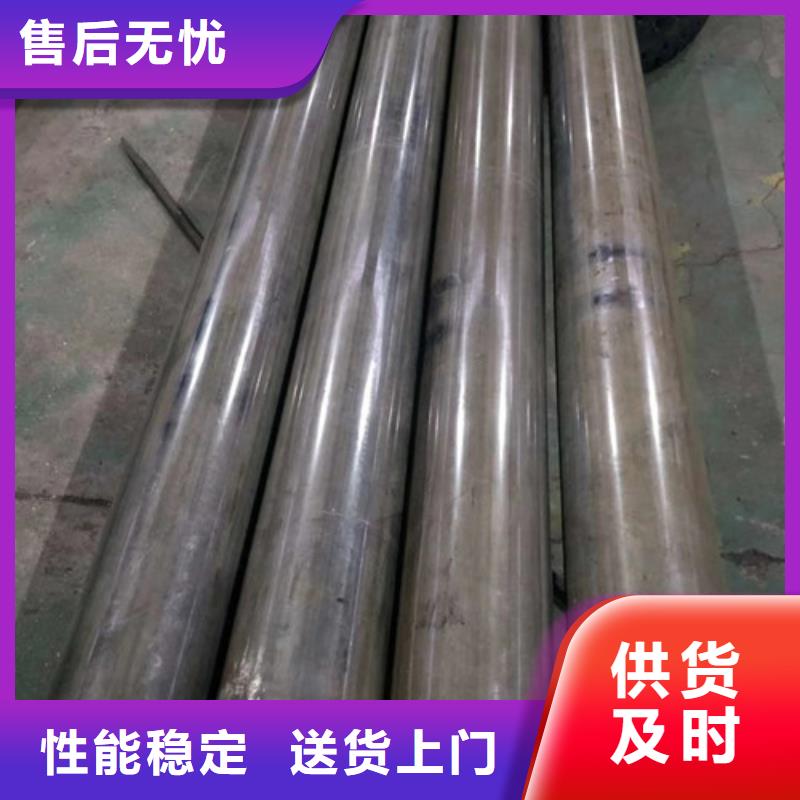
常用材质:冷拔管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话冷拔管从某种意义上来说是一种良好的钢材类型。
常用材质:冷拔管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话冷拔管从某种意义上来说是一种良好的钢材类型。



冷拔钢管的品质把控,才可以性地开展生产制造实际操作,也是确保作业者生命的必定因素。主要用途关键于大跨距钢结构网架、工程建筑钢结构工程施工、电力工程及高压输变电工程项目、机械自动化、海底隧道、公路桥梁、(汽车站、飞机场、运动场馆钢结构工程施工)、市政管网、基本基础打桩、水煤气管道和公路建设等服务设施。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。


一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧冷拔管的交货状态一般是热轧状态经过热处理后进行交货。热轧冷拔管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



