


我们的钢管30CrMnSia实体厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:钢管30CrMnSia实体厂家的图文介绍
目前公司员工200多人,其中拥有一支【精密钢管】经验丰富的专业研发、生产管理与高素质的专业销售团队,拥有8000平米的标准厂房。经过多年努力拼搏,不断进取,公司持续的稳步发展,市场占有率逐步提高,企业规模不断扩大。 品牌建设是广顺物资 (邢台市分公司)的重要核心战略。我们在【精密钢管】产品各个环节严格把控质量关,核心原材料在工艺流程上对每个出厂产品严格执行5步品质检测制度,确保【精密钢管】产品的品质及性能。



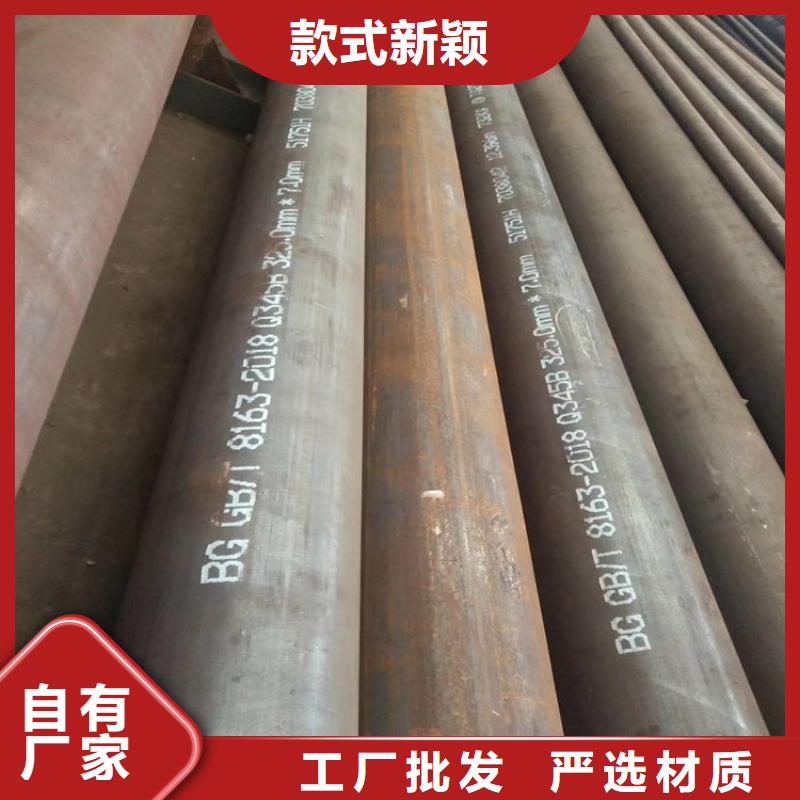
无缝钢管 钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的 力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。



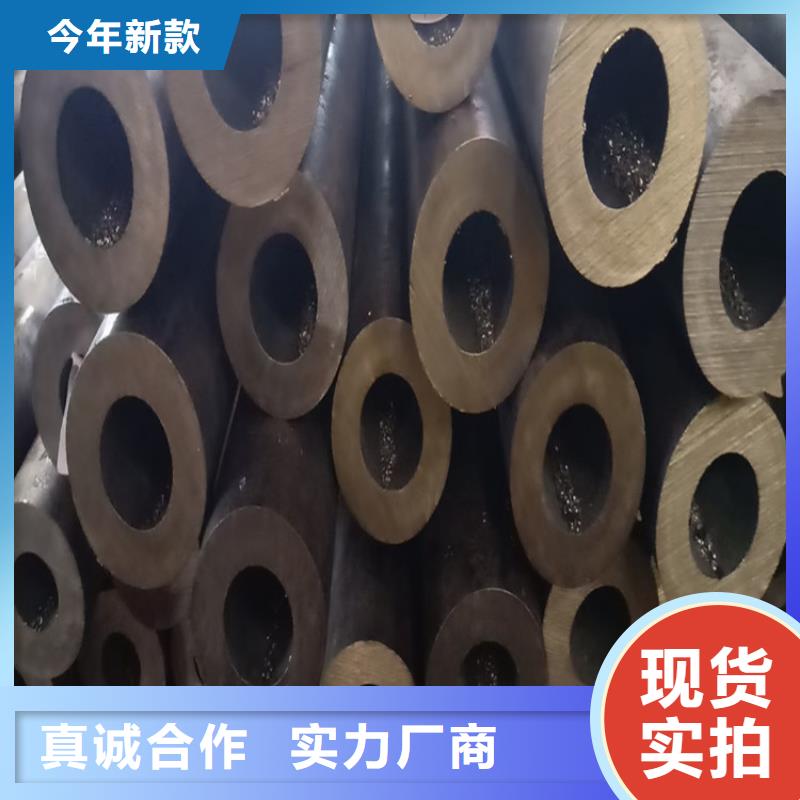
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中



从市场化去产能的角度来看,记者采访的多位业界人士达成的共识是,企业只有在真正长期亏损的情况下才能实现去产能。有业内人士指出,按照经验,当钢企在连续2到3个月吨钢亏损200至300元的条件下,才有可能关停高炉。而上半年的回暖行情一定程度上延缓了企业主动淘汰产能、退出市场的进程。事实上,无缝管去产能阻力重重的背后折射出经济学上的“囚徒困境”理论:尽管几乎所有无缝管企业都明白只有一起去产能才能救这个行业,但很多时候企业都希望别人先减产,自己则是坚持到 的那一家。这正反映了个人的 选择有时并非团体的 选择。 事实上,劳动生产率低、经营效率不足是早一批建立的无缝钢管集团的通病。在为新中国成立之初的无缝管工业作贡献时,它们也背负了特殊国情和时代背景下产生的历史负担。这是当下传统钢企集中进行人员分流的主要背景。



下面就几种较常见的连接方式做简单介绍:无缝钢管 1.压缩式:将配管插入管件的管口,由螺母紧固,用螺旋力将管口部的套管通过密封圈压缩,起密封作用,完成配管的连接。2.焊接式:将配管的端部加工坡口,用手工或自动焊对配管做环状焊接。3法兰式:将法兰与配管作环状氩弧焊,用快夹或螺栓紧固,使法兰间的密封垫起密封作用,完成配管连接。4.卡压式:将配管插入管件内用专用的安装工具把管壁卡压成六边形,内部的密封圈也变形成六边形5.锥螺纹式:就是外螺纹与配管作环状氩弧焊,内螺纹管件以锥螺纹连接起密封作用,完成配管连接。螺旋钢管因为焊缝是螺旋的所以也叫做螺旋焊接钢管,螺旋焊管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。焊接钢管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。另外还有一种就是卷焊钢管,它是将钢板卷筒后焊接,焊缝为竖直焊缝。焊接钢管是将钢板螺旋卷筒进行焊接,焊缝为螺旋形。
