


产品详细介绍


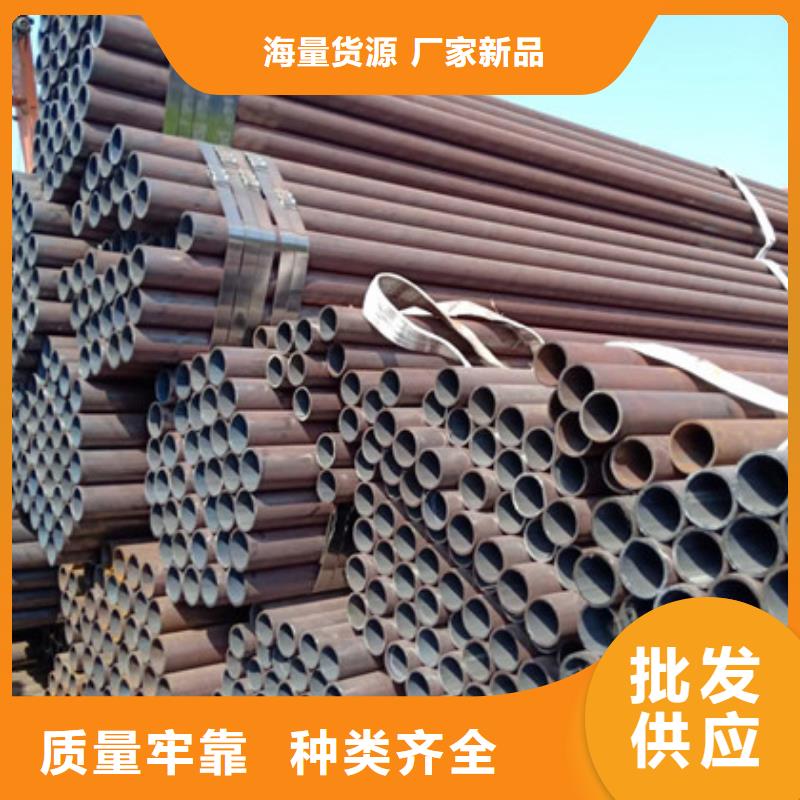
冷拔(轧)20号精拔无缝钢管的轧制方法较热轧(挤压20号精拔无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。20号精拔无缝钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若20号精拔无缝钢管内部有裂纹,气泡等问题,将被探测出。20号精拔无缝钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而端头是有可能存在裂纹或其他缺陷的部位,如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后20号精拔无缝钢管一定区域的检测,及时发现钢管端头缺陷的扩展,对在线使用奥氏体20号精拔无缝钢管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对钢管外表面进行检测,对内表面的缺陷则无能为力,对内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。



1.20号精拔无缝钢管(挤压20号精拔无缝钢管)圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20号精拔无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。20号精拔无缝钢管内径由定径机钻头的外径长度来确定。钢管经定径后,冷却塔中,通过冷却,20号精拔无缝钢管经冷却后,就要被矫直。


金杰金属制造(张掖市分公司)主营: C型槽钢厂家,我们销售的不仅仅是产品,更是服务,欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌!
公司承诺:如产品出现质量问题,24小时内派人现场确认处理,请放心购买!
公司坚持技术进步、观念创新、不断加强内部管理,建立了现代化企业管理制度,和完善质量保障体系,经过十多年的发展,已形成集生产、经营、科研、开发、技术服务为一体的企业,十多年来通过全体员工的共同努力,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,并以优质的产品,赢得了广大客户的信赖,面对时代的挑战,我们必定全力以赴,始终坚持以市场为导向,不断壮大企业规模,企业核心竞争能力,为客户提供z u i满意的服务。
我们的宗旨是:“用服务和真诚来换取您的信任和支持,用优质的产品给您做保障,互惠互利,共创双赢!”我公司愿与各界同仁竭诚合作,共创未来!






②专用结构钢一般采用代表钢屈服点的符号“Q”、屈服点数值和表中规定的代表产品用途的符号等表示,例如:压力容器用钢牌号表示为“QR”;耐候钢其牌号表示为QNH;QHP焊接气瓶用钢牌号;Qg锅炉用钢牌号;Qq桥梁用钢牌号。
那么在进行水洗的时候有哪些是需要特别注意的呢?
钢材的屈服点(屈服强度)与抗拉强度的比值,称为屈强比。屈强比越大,结构零件的可靠性越高,一般碳素钢屈强比为.-.,低合金结构钢为.-.合金结构钢为.-.。


