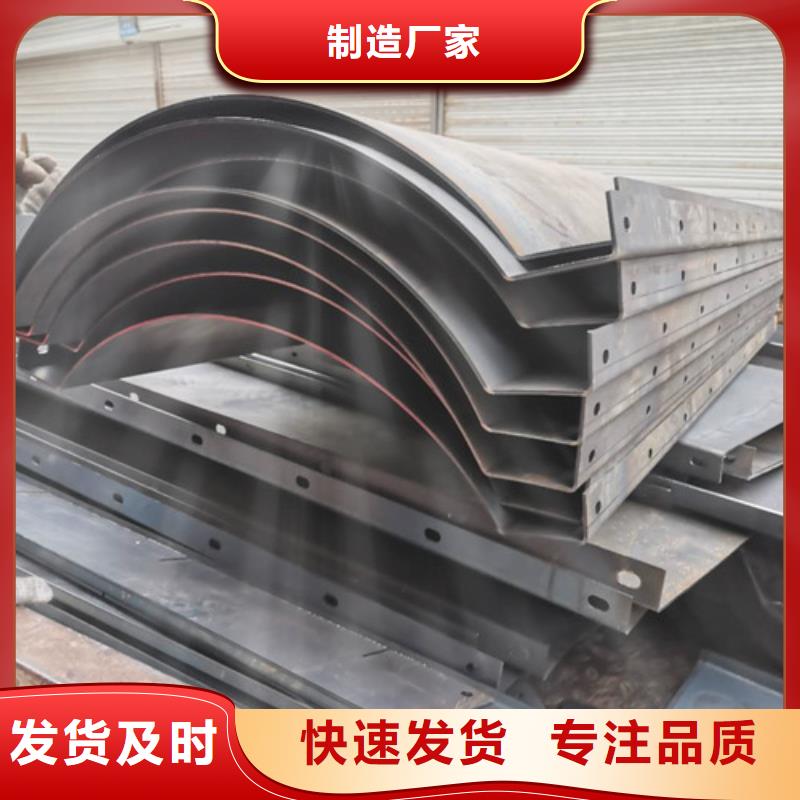

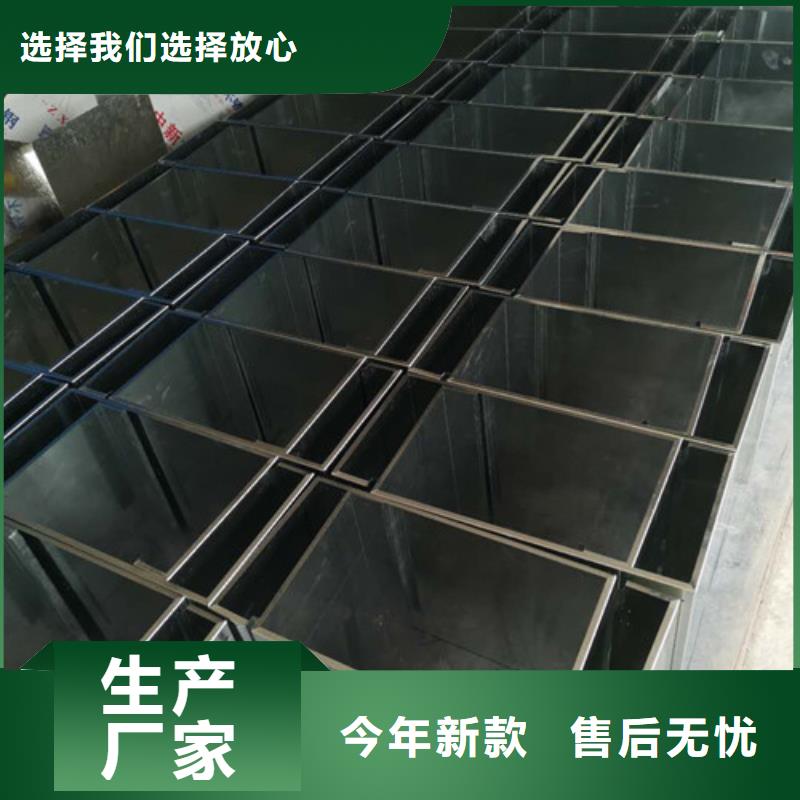
激光切割钣金制品批量加工的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:激光切割钣金制品批量加工的图文介绍

要说市场上流行的装饰材料,彩色不锈钢板必须占有一席之地。无论大街小巷,还是在家里,你都能发现它的身影。由于彩色不锈钢板具有的耐腐蚀性、耐磨性、易于加工等特性,使其广泛适用于很多领域。那么他可以使用多久呢。 下面就带大家一起来看看吧。,不锈钢板电镀时间的长短一般来说,彩色不锈钢板使用寿命主要取决于其电镀时间的长短。理论上说,不锈钢板的电镀时间越长,板的耐腐蚀性越高。很多加工厂考虑到成本问题,一般会将不锈钢板的电镀时间控制在15-30分钟,甚至有些加工厂会为了增加产量和提率,将电镀时间缩短为约10分钟。 结果导致整个彩色不锈钢板的寿命显著缩短。第二,不锈钢板的材质304不锈钢可用于大多数环境,具有高品质的抗腐蚀性能和耐热性。然而,往往会有一些商家为了节省成本,使用201不锈钢来替代。在通过电镀工艺进行电镀之后,上看,没有太大的差别,但时间将证明这一切。 随着时间的推移,它将在彩色不锈钢板白点上生锈。除了上述两个因素外,使用过程中的条件也是影响彩色不锈钢板使用寿命的主要原因。如使用环境恶劣,没有及时保养和,在这些情况下,彩色不锈钢板的使用寿命大概也就几年。


3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。



中工金属材料(泉州市分公司)是福建泉州本地一家有较大规模的现代化 氩弧焊二保焊企业。 氩弧焊二保焊产品实行严格的科学管理和完善的检验制度,限度的满足用户的需要,特殊规格可按样品、视图纸制造, 氩弧焊二保焊产品深受国内外客户好评。



下面就带大家一起来看看吧。316与304在化学成分上的主要区别就是316含Mo,而且一般公认,316的耐腐蚀性更好些,比304在高温环境下更耐腐蚀。所以在高温环境下,工程师一般都会选用316材料的零部件。但所谓事无,在浓环境下,再高温度也千万别用316,我们知道为了防止在高温情况下螺纹咬死,需要涂抹的一种黑乎乎的固体润滑剂。 304由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,304不锈钢板进行折弯时其特点如下:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向;不锈钢板相对于碳钢由于延伸率。 根据实际情况,一道弯工件的展开尺寸为直角边相加减去两个板厚,可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大生产效率;材质的屈服强度越大,弹性回复量就越大,为折弯件90度的角度,所需压刀的角度就要设计的越小。 根据以上特性,一般来说:单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大在选择折弯设备时折弯力的裕量应该更大;单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大。相对于碳钢相同板厚的304不锈钢板折弯角较大,这一点应注意否则会出现压弯裂纹,影响工件强度。


