


【新品发布,视频先行!】防撞护栏生产厂家产品,等你来探!
以下是:防撞护栏生产厂家的图文介绍

防撞护栏预计东北地区铁矿石市场短期内观望气氛偏浓。华北地区市场稳中上扬。上周,唐山地区市场出现趋涨迹象,而实际成交价格基本保持平稳。邯邢地区市场受当地大型矿选企业上调铁矿石出厂价格影响,市场上涨气氛明显加强,但受当地钢铁企业未有放量采购的影响,市场价格上涨趋势不明显。山西地区矿选厂商出现盼涨心理,但也受制于钢厂采购量有限,整体成交仍持低位,桥梁护栏市场价格难以上涨。
加上昨日各种数据公布,政府近期暂不会采取强刺激政策,且现阶段主流钢厂厂内焦炭库存较高,进而压制焦炭进货量,对焦炭价格无法形成支撑动力。综上所述,预计后期国内钢厂仍以消耗焦炭库存为主,下周国内焦炭市场多以稳定运行为主。本周焦炭市场整体稳定,个别地区价格延续上周跌势。华北地区本周整体运行平稳,开工率持稳,出货情况略好于前期。华东地区受近期下游钢企调价影响本周延续上周跌势,桥梁护栏成交疲软。


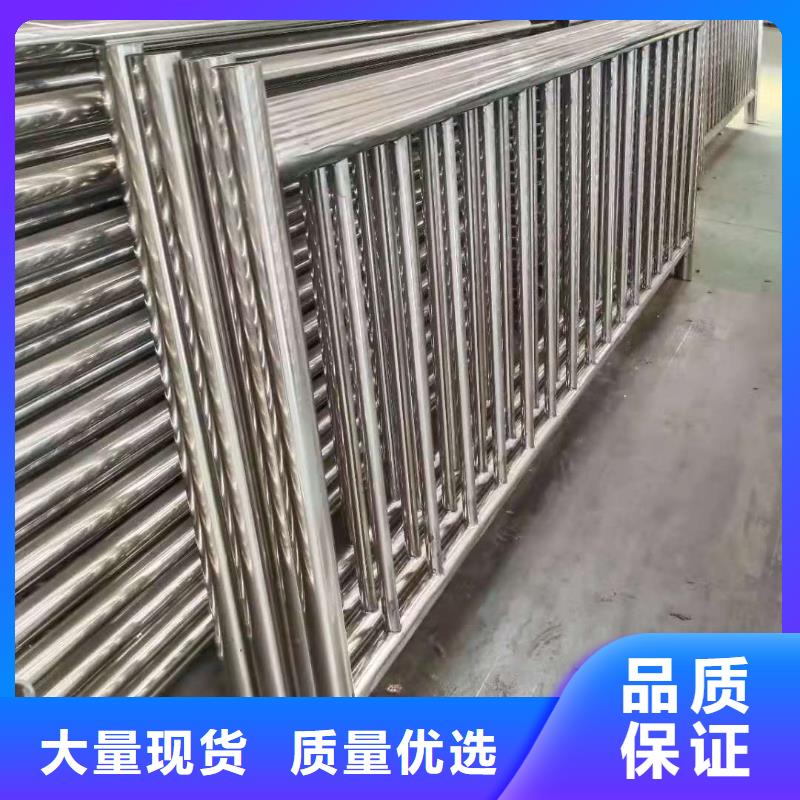
防撞护栏是不锈钢产品中的重要地一种,常见的类型和型号都是比较多的。在所有的这些程序中对于安装都是比较重要的,尤其是技术上要不断地进行,能够支撑未来的保证,能够平安和地进行使用,保证不锈钢复合管护栏的和平稳地进行运行,实现更多地效率,更大地性能。因此在不锈钢复合管护栏安装的过程中要注意的问题是非常多的,常见的注意的事项有哪些呢? 在安装的时候一定要注意检查它的厚度,不要被别人坑了。另外立管的壁厚应该在0.7mm以上,因为立管安装的时候比较复杂,因此比主管薄一些是正常现象,但是低于0.7就****不行了。如果不锈钢复合管护栏上面生锈了,这时候不能用砂纸去把锈迹打磨掉。这样不但会损坏不锈钢的外观,而且还会破坏不锈钢表面的保护膜,那么将来就会生更多的锈了。正确的方法是到不锈钢市场去买光洁水,或者跟商家讲专门用来出不锈钢锈的他们就会知道了。如果你想彻底的杜绝锈迹,在上面来一遍抛光蜡效果就更好了。



鑫桥通金属制品(黄南市分公司)从事研发和生产 河道护栏。公司仓储面积大,能够给各地客户提供各种规格 河道护栏。公司产品交货快、规格特殊产品也可定做加工的特点。集生产,加工、销售,物流配备一体化的模式,方便并满足客户需求,实现一站式采购。经由数年发展,鑫桥通金属制品(黄南市分公司)在各界友朋们的大力支持下取得了骄人的成绩。我们始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!



防撞护栏
1.所有构件下料准确,构件长度允许偏差1MM。
2.下料前应检查零件是否平直,否则必须矫直。
3.焊条或焊丝应采用合适的材料,并具有出厂合格证。
4.焊接时必须准确放置构件的位置。
5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。
6.焊后应将焊渣剔除。
7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。
不锈钢护栏的主要施工方法:
1.施工前应进行现场放样,准确计算各构件长度。
2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。
3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。
4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。
5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。
6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。
1.所有构件下料准确,构件长度允许偏差1MM。
2.下料前应检查零件是否平直,否则必须矫直。
3.焊条或焊丝应采用合适的材料,并具有出厂合格证。
4.焊接时必须准确放置构件的位置。
5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。
6.焊后应将焊渣剔除。
7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。
不锈钢护栏的主要施工方法:
1.施工前应进行现场放样,准确计算各构件长度。
2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。
3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。
4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。
5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。
6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。


