


产品详细介绍

只要来聚贤丰汇金属材料(江门市分公司)签订 不锈钢管订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 不锈钢管产品的信任与支持。凡是我们公司 不锈钢管产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。



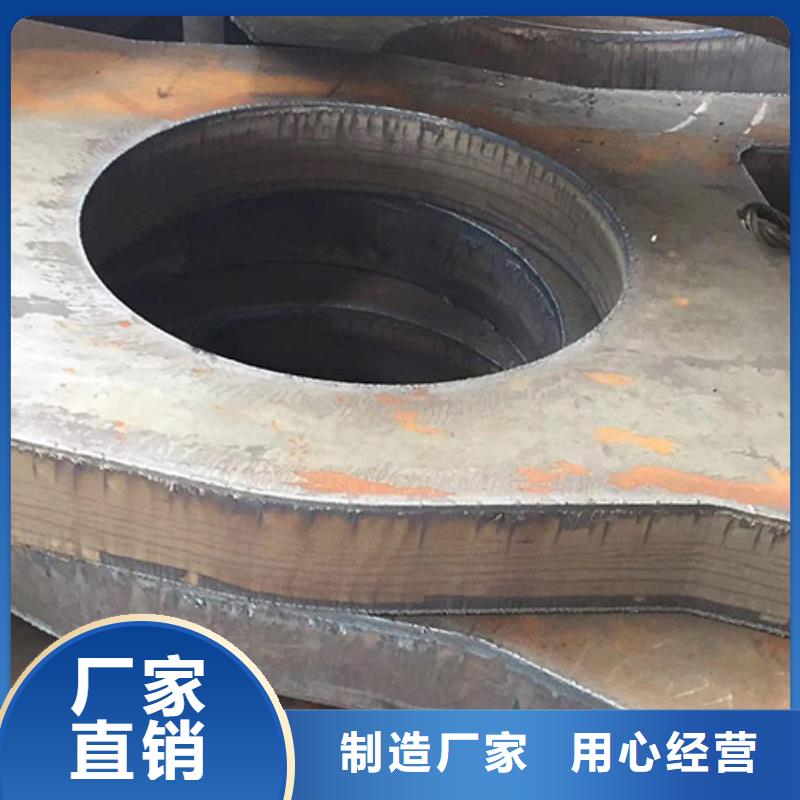
特厚钢板前景一片大好,16Mn宽厚钢板切割异形件
16Mn特厚钢板切割过程中,需要事先了解具体切割方法。位置不同,在整个切割过程中,方法上也会有一定的差异,而且各位置的切割作用和效果也不一样。切割前,需要对具体方法有一定的了解,这是选择切割方法的前提和基础。
大家在进行16Mn特厚钢板切割时,要注意切割的价格。各种方法在价格上也会有一定的差别,而我们要看的是具体的一些切割价格情况,如果能正确地去理解清楚,那么在各种不同的方式中,我们所做的选择就会比较准确,也能给大家带来更多的保障。
对特厚钢板切割有一定的了解,了解自己需要注意的一些问题,这对每个人都很重要。假如我们在做的过程中,能积极地去考虑一些实际的事情,把整个切割工作做得更好,那么接下来就能给自己带来更多的保障,所以大家要提前做好各方面的考虑,对于整个切割过程中的问题要有所了解。
特厚钢板前景一片大好,16Mn宽厚钢板切割异形件
因为当前很多行业中是需要使用到不同规格,不同尺寸的钢板,因此需要完成对钢板的切割,这个时候就出现了一些数控设备,能完成数控钢板切割,在进行设备的使用中,更是需要做好正确的操作,才能保证其中的切割效果。
、注意切割中细节问题
在完成数控钢板切割的时候,还是需要注意其中的一些细节问题,尤其是切割的速度不能太快,如果单纯的为了追求其中的切割速度,反而会导致忽视了很多的细节问题,这样就很容易出现一些废旧的材料,会导致原材料的浪费,因此要注意切割的速度不能太快,尽量是可以通过低速来进行切割加工,这样就可以其中的生产效率。
第二、做好相应的预热工作
既然是要进行数控钢板切割,还是应该先做好预热,有些钢板在进行切割的时候往往还是很容易出现一些裂纹情况,有的时候则是因为温度比较低导致的,所以说要注意做好预热方面的处理,要先针对其中的钢板完成预热,这样才可以使得钢板温度可以得到逐渐的提高,之后就可以进行切割,从而能确保了钢板加工质量。
如今数控钢板切割的确是成为厂家会选择的一种加工方式,但是在进行切割的时候还是需要注意很多方面,包括像是其中的细节,还有就是做好预热等,这些都是要注意到的,只有这样,才能保证完成切割,拥有需要的钢板。



9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。

