以下是:数控等离子切割机卷料校平激光切割生产线合作共赢的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机卷料校平激光切割生产线合作共赢的图文视频
数控等离子切割机卷料校平激光切割生产线合作共赢,华宇诚数控科技(铜仁市分公司)为您提供数控等离子切割机卷料校平激光切割生产线合作共赢产品案例,联系人:,电话:【18986290037】、【18986290037】,发货地:江夏区庙山工业园特1号。 贵州省,铜仁市 铜仁市历史沿革源远流长,秦代为黔中郡腹部地区,汉时改隶武陵郡,蜀汉时始有县治。唐代分属思州、锦州、黔州。宋末元初设思州、思南两宣慰司,元代设置“铜人大小江蛮夷军民长官司”。明永乐十一年撤思州、思南宣慰司,于今境设铜仁、思南、石阡、乌罗4府,并划归新建的贵州省管辖。铜仁是书法之乡,明清之际涌现了周冕、周以湘、王道行、潘登云、严寅亮、鄢师竹六位书法家。有自然保护区2个,风景名胜区3个,省级风景名胜区9个,矿山公园1个,喀斯特地质公园1个。沪昆铁路、沪昆高速公路、杭瑞高速公路、铜大高速公路、思剑高速公路穿境而过。
想要了解数控等离子切割机卷料校平激光切割生产线合作共赢产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:数控等离子切割机卷料校平激光切割生产线合作共赢的图文介绍


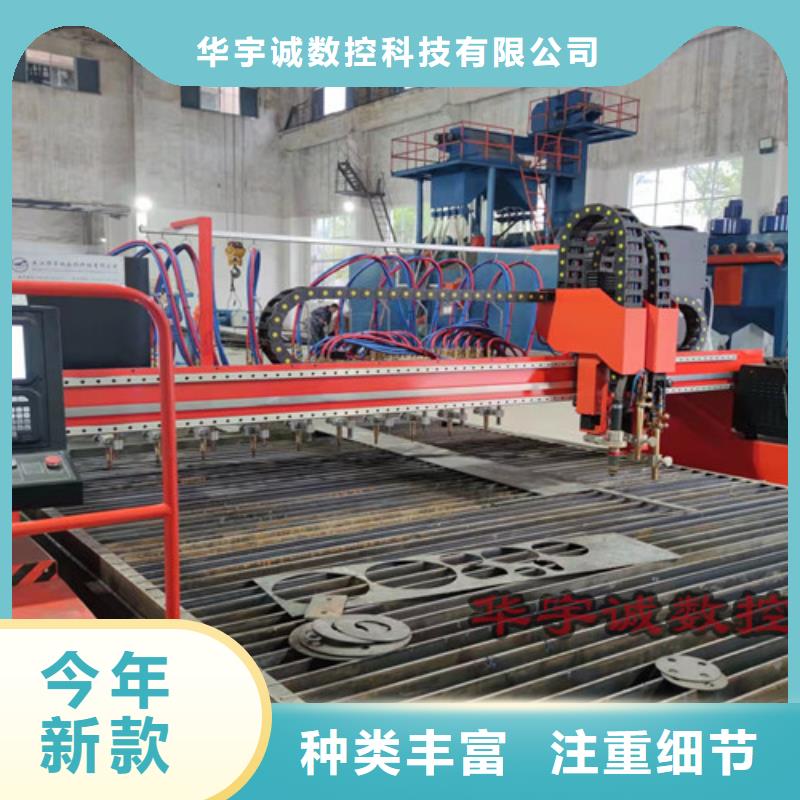
数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。



华宇诚数控科技(铜仁市分公司)专业生产销售各种规格的 板管一体光纤激光切割机,在生产中落实可持续发展方针,进入环保生产行列。我们始终坚持品质、服务和创新的发展理念,坚守真诚合作、勇于创新和敢于挑战的企业精神,致力于生产出满足时代发展所需的 板管一体光纤激光切割机,为的快速发展贡献一份力量。

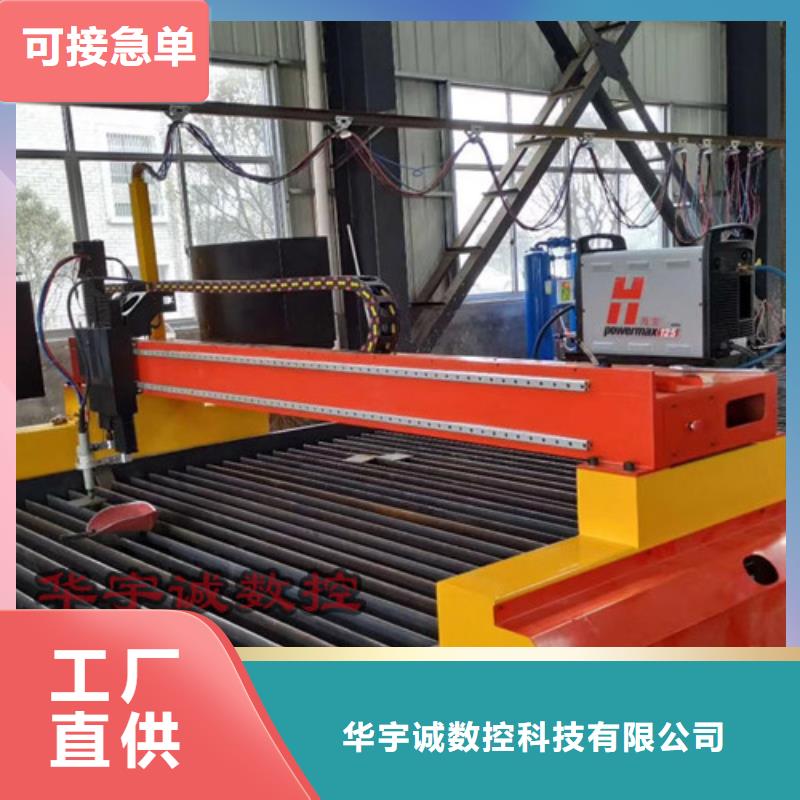
数控等离子切割机卷料校平激光切割生产线合作共赢


数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。



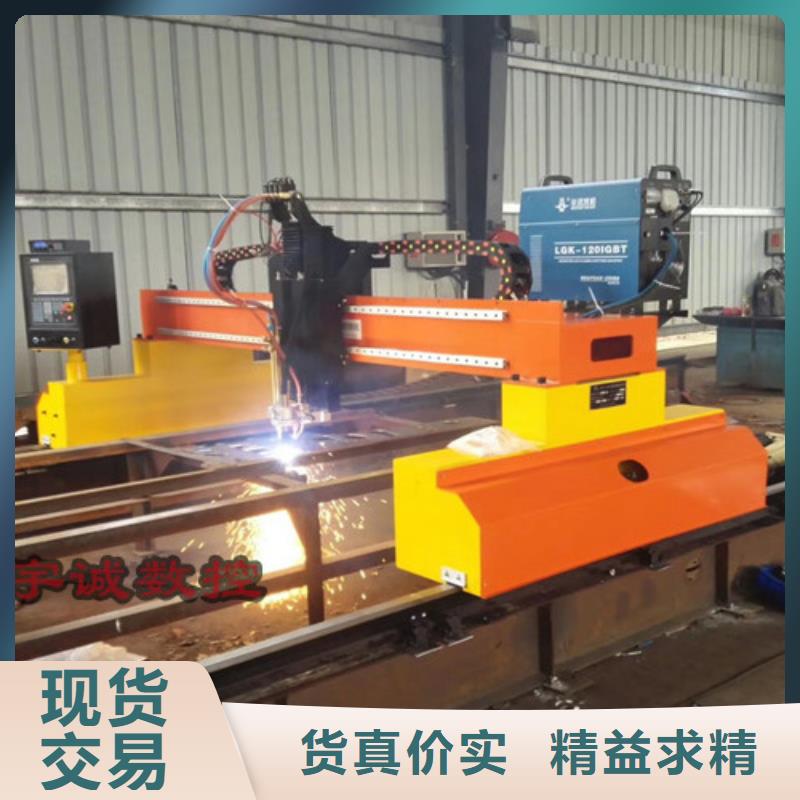
数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。

在贵州省铜仁市采购数控等离子切割机卷料校平激光切割生产线合作共赢请认准华宇诚数控科技(铜仁市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-【18986290037】,地址:江夏区庙山工业园特1号)。