
联系我们

当前位置:
沧州 钢兴钢管
(邢台市分公司) >
邢台本地行业热点
直缝管_12Mn无缝钢管支持大批量采购
更新时间:2025-06-02 02:39:52 ip归属地:邢台,天气:多云,温度:17-31 浏览次数:5 公司名称:沧州 钢兴钢管 (邢台市分公司)
以下是:直缝管_12Mn无缝钢管支持大批量采购的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管_12Mn无缝钢管支持大批量采购的图文视频



直缝管_12Mn无缝钢管支持大批量采购,钢兴钢管
(邢台市分公司)为您提供直缝管_12Mn无缝钢管支持大批量采购的资讯,联系人:刘学成,电话:【0317-3061555】、【13722727880】,发货地:风化店乡后枣园工业区。 河北省,邢台市 邢台拥有3500余年建城史,距今五万至十万年前就有人类栖息繁衍,是华北历史上座城市,有“五朝古都、十朝雄郡”之称,历经三千多年行政建制未曾中断、城址未曾迁移。邢台古城是黄河以北地区建城早的“古城”,被誉为“燕赵城”。悠久的历史涌现出郭守敬、魏征、李牧、宋璟、刘秉忠等先贤,走出了郭威、柴荣、孟知祥、孟昶等帝王,千古一帝秦始皇东巡途中驾崩于邢台沙丘。 邢台也是唐朝皇室祖籍地(唐祖陵) ,发生过尧舜禅让、胡服骑射、巨鹿之战、黄巾起义等影响中国历史进程的事件,有破釜沉舟、鹿死谁手、民脂民膏、腹背受敌等近百条成语、典故源自邢台。
想要更直观地了解直缝管_12Mn无缝钢管支持大批量采购产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:直缝管_12Mn无缝钢管支持大批量采购的图文介绍
自2017年成立至今,钢兴钢管 (邢台市分公司)规模日益扩大, 厚壁钢管业务不断发展,年销售额达1500万。 钢兴钢管 (邢台市分公司)是一个有着共同目标、同舟共济的 厚壁钢管团队,也是一家常伴欢乐、激情、有爱的生产厂家。我们提供的不仅仅是冷冰冰的产品,而是令你开心难忘的热情服务!你的微笑是我们永远的追求,到钢兴钢管 (邢台市分公司)让你有家的感觉,值得拥有!



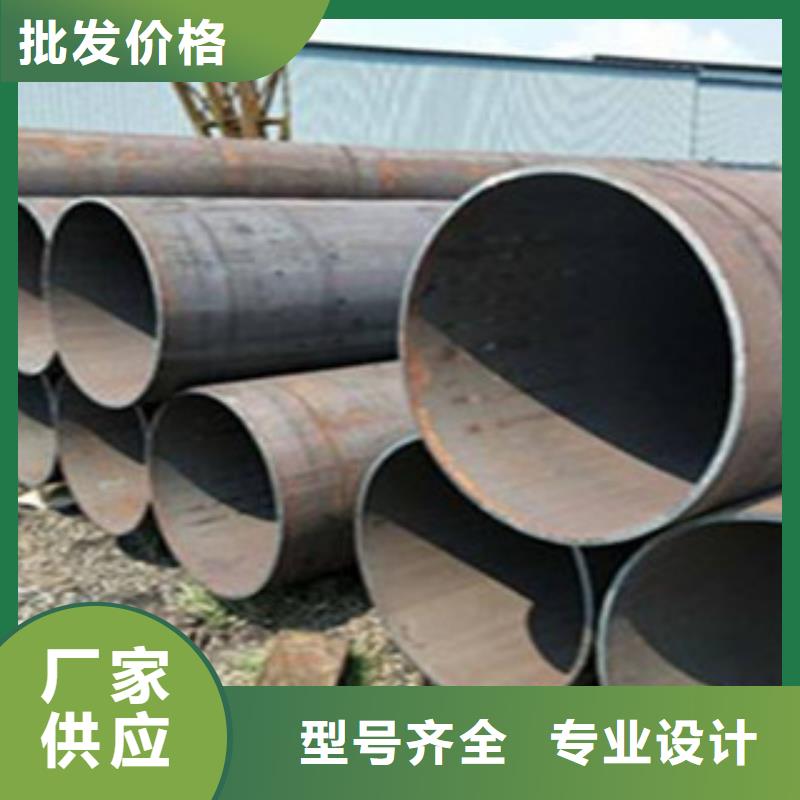
对大直径、高输送压力、长距离输送钢管来说,焊接工艺非常关键。从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直缝双面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。虽然ERW发展很快,但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW生产线,我国2006年在大庆建成的Φ660 mm ERW生产线。目前大直径焊管仍然要由SSAW和LSAW工艺生产,但是螺旋缝埋弧焊管在工艺上存在一定缺陷。



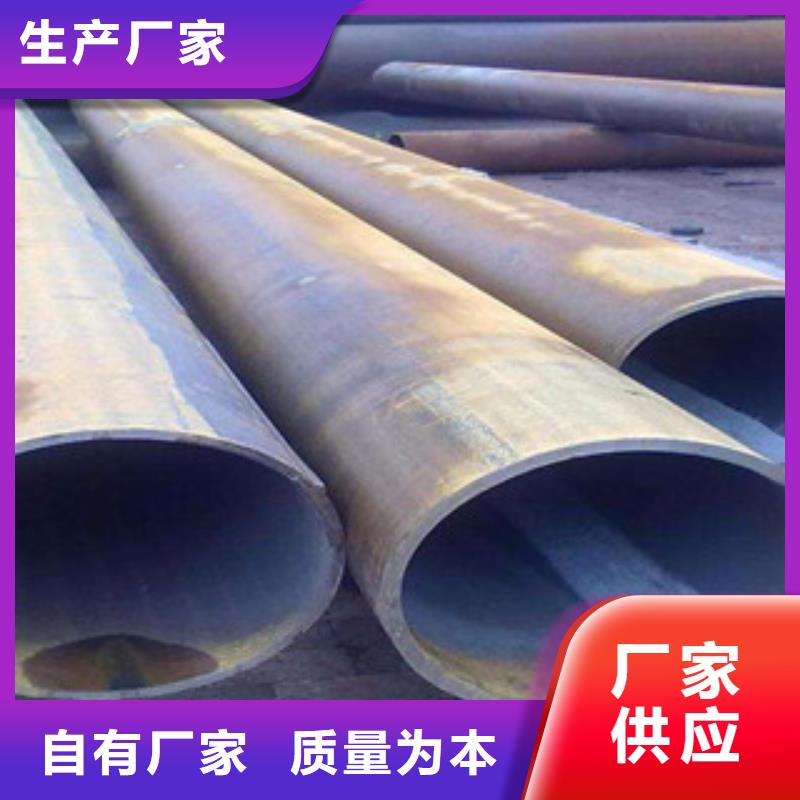
直缝焊管是一种笼统得叫法,凡是用钢带生产,在高频焊接设备直缝;直缝焊管;焊接的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在3950每吨。而普通直缝焊管在3880左右。


直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。

在河北省邢台市采买直缝管_12Mn无缝钢管支持大批量采购到钢兴钢管
(邢台市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘学成-【13722727880】,地址:《风化店乡后枣园工业区》。