



简约不浮华,不简单实用。我们的直缝管工业焊管服务始终如一产品视频用直观的方式展现产品的实用性和价值。
以下是:直缝管工业焊管服务始终如一的图文介绍
1、 厚壁钢管质量保证首先从技术着手,从 厚壁钢管产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 厚壁钢管产品;
2、严格制定 厚壁钢管工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 厚壁钢管产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;




连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。



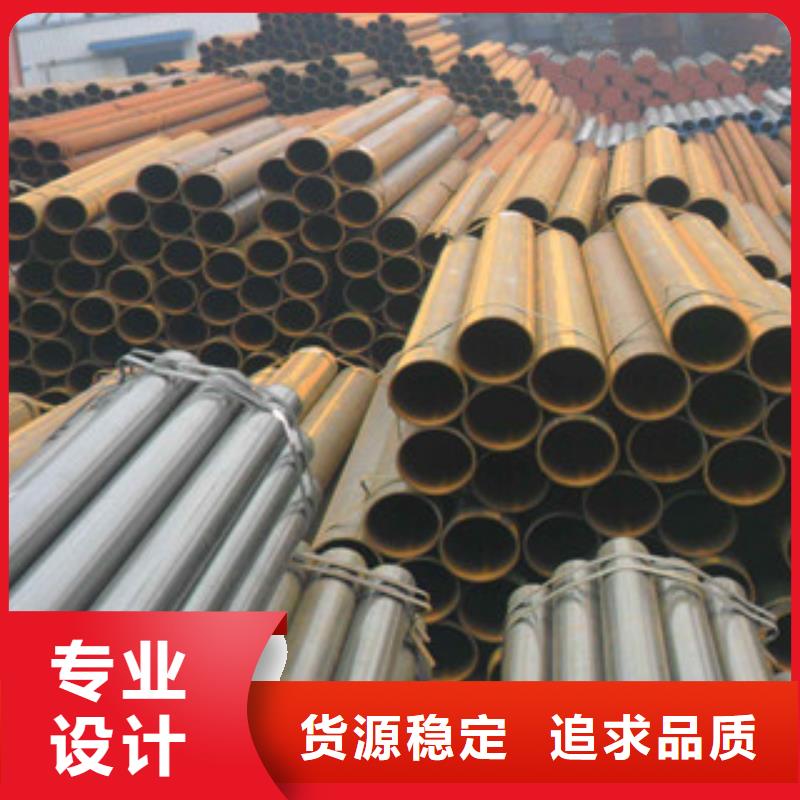
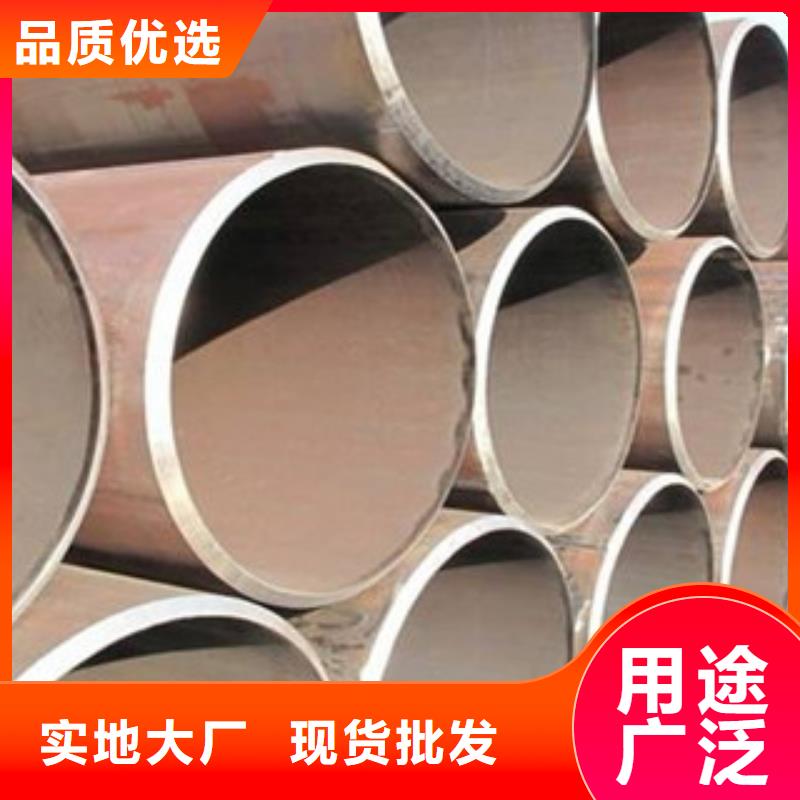
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。


