
以下是我们上传的Q355B方管厂家直销-库存充足视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:Q355B方管厂家直销-库存充足的图文介绍


联众物资(绥化市分公司)主营各种 冷拉型钢、扁铁厂家、扁铁条厂家、实心方钢厂家,凭着“团结、务实、敬业、奉献“的企业精神,经过全体员工的努力拼搏和积j i开拓,在市场享有较高信誉。 公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,赢得了广大客户的信赖和支持,欢迎来电:0635-8888576,我们将竭诚为您服务。



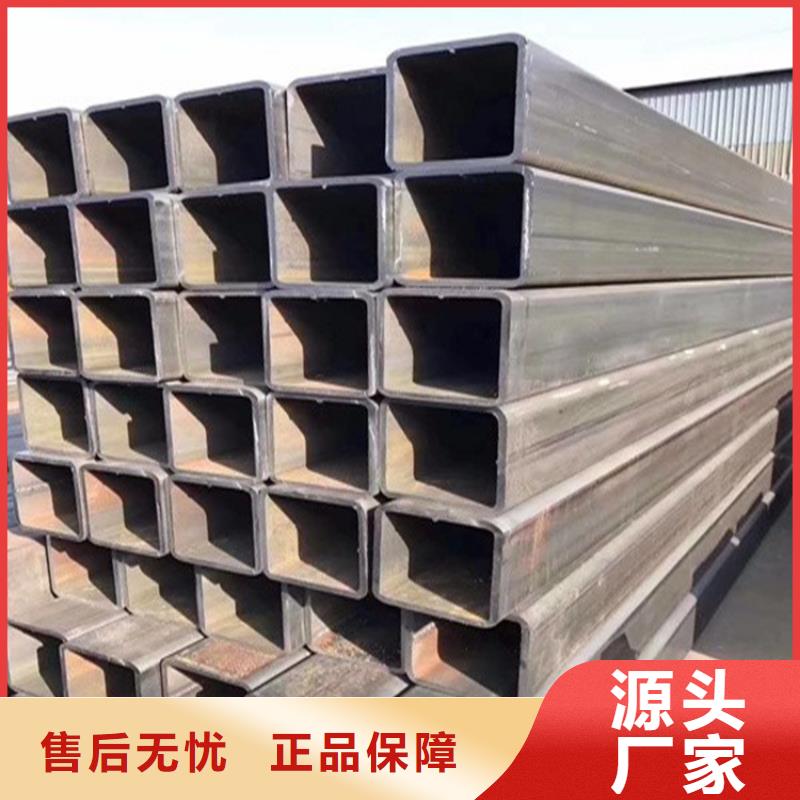
方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。


方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
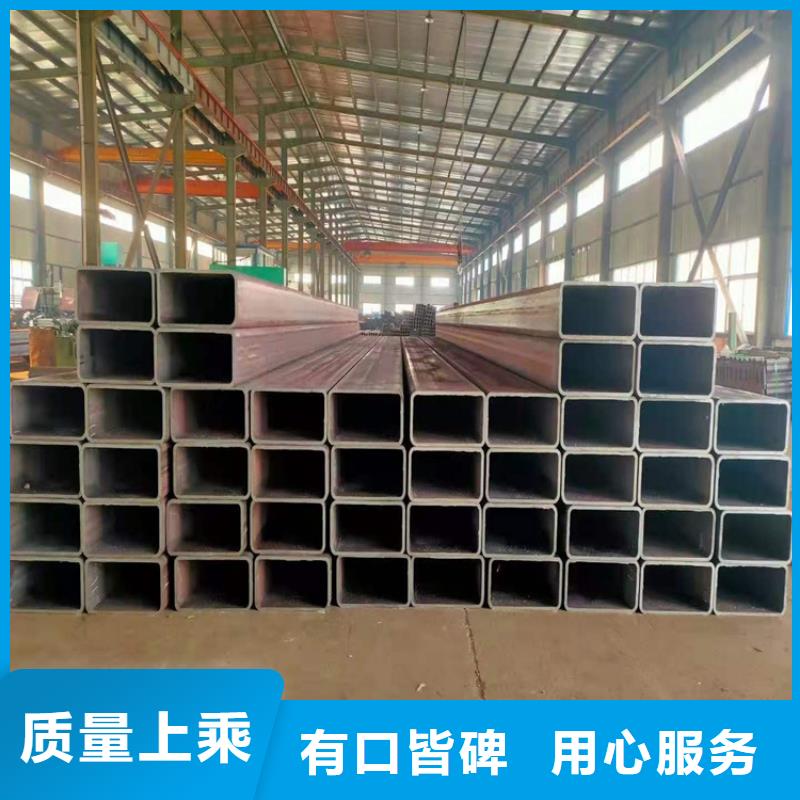
方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
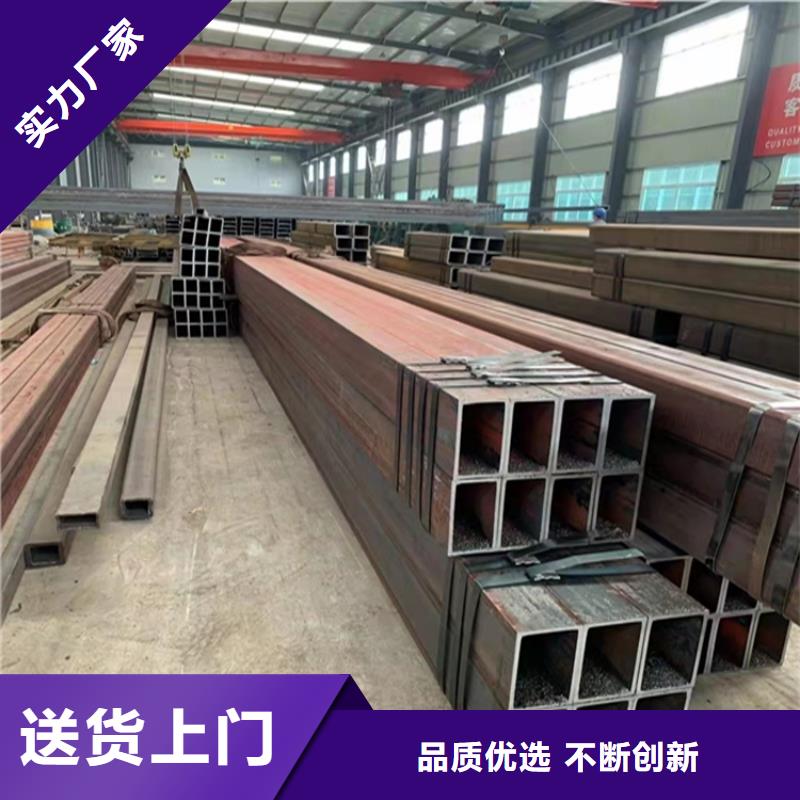
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


