



我们为您呈现了一部精彩绝伦的20G无缝钢管-20G无缝钢管品质保证产品视频,让您感受产品的独特之处。
以下是:20G无缝钢管-20G无缝钢管品质保证的图文介绍

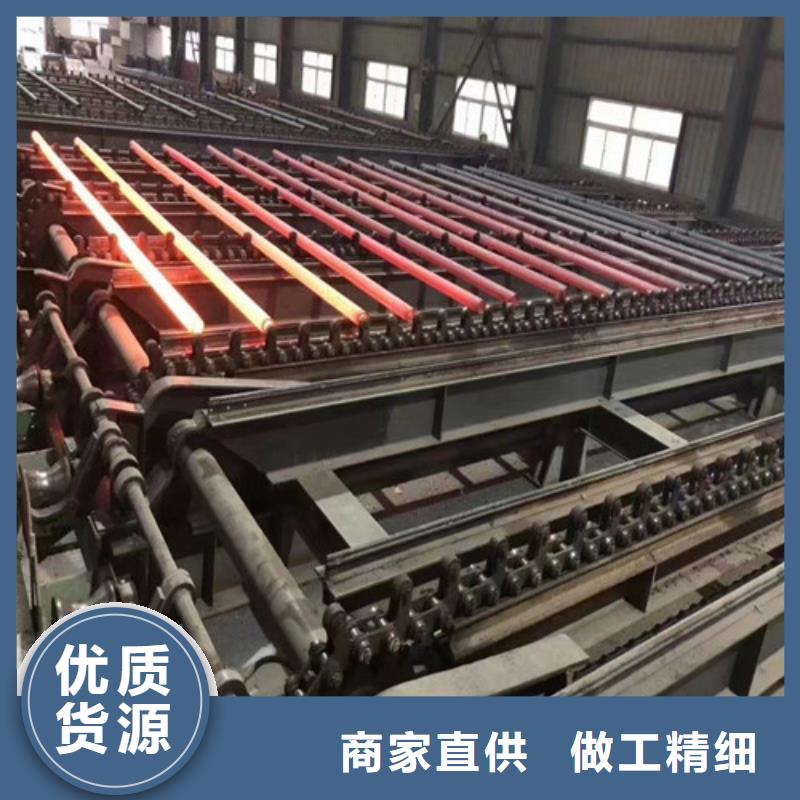
无缝钢管是一种较为特殊的管道材料,包括的使用范围也非常广泛,为常见的材质是碳素钢和不锈钢两种,更换产品的规格相对也是比较容易的,目前很多的无缝钢管生产,依然沿用的是小批量的生产方式,这种制造方法应该说时为普遍的一种,机械化的生产模式,一定程度上了无缝钢管的生产效率,采用整个生产线作业的运营模式,能够大大产量。
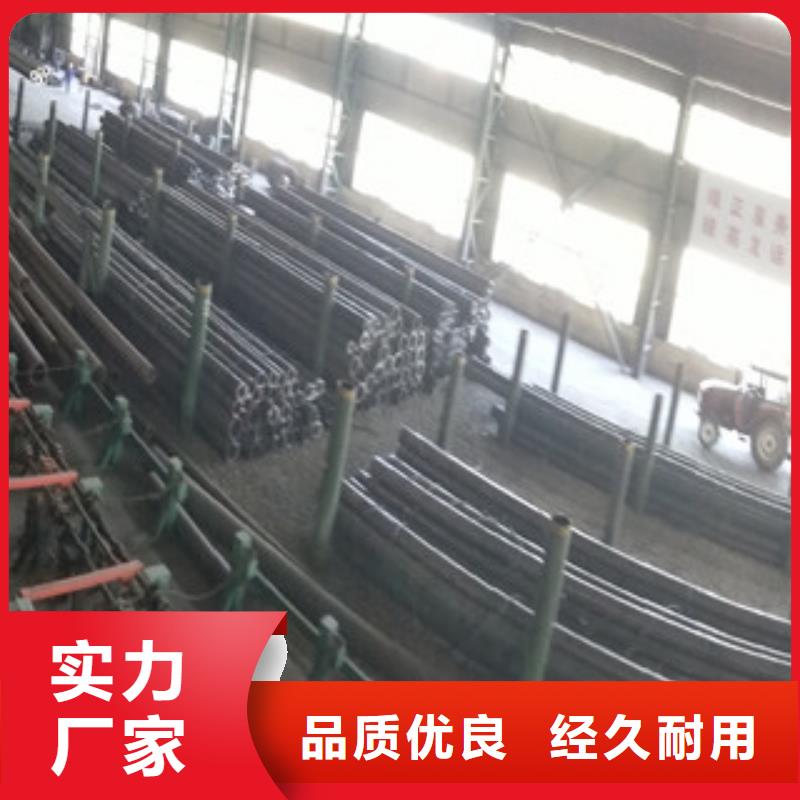
生产无缝钢管所用到的加热炉,所采用的是环形加热炉,除了这种加热炉以外,还有其他种类的加热炉,根据制作无缝钢管的不同,在具体加热方式上也是有差异的,在热处理完成之后,还需进行进一步的加工,包括矫直,精整和检验这几个步骤,这样才能保证无缝钢管在出场时的质量能保持在高水平,因此检验的步骤必不可少。
生产无缝钢管所用到的加热炉,所采用的是环形加热炉,除了这种加热炉以外,还有其他种类的加热炉,根据制作无缝钢管的不同,在具体加热方式上也是有差异的,在热处理完成之后,还需进行进一步的加工,包括矫直,精整和检验这几个步骤,这样才能保证无缝钢管在出场时的质量能保持在高水平,因此检验的步骤必不可少。


九晨钢铁制造(揭阳市分公司)是一家高度专业化的公司,专业营销管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。




冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。


无缝管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。
沿其横截面的周边上无接缝的钢管。根据生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。
市场销售公司代理销售成攀钢、包钢, 宝钢、鞍钢、冶钢、天钢、衡钢,鲁宝,临沂等厂生产的无缝管,合金管,等,材质:10#.20#、45#、16Mn、27SiMn、20cr、40cr、15crmo、15crmoG、35CrMo、42crmo、40Mn2,40CrMo.20CrMnTi,10CrMo910 12Cr1MoV. 20G,st52, s45c及地质、管道,化工、电力等专用管材,均执行 标准:GB/T8162-2008、GB/T8163-2008/、GB/T3807-2008、GB/T5310-2008、20G、ST45.8Ⅲ、GB9948-2008、GB6479-2008等。


