




精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。


规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
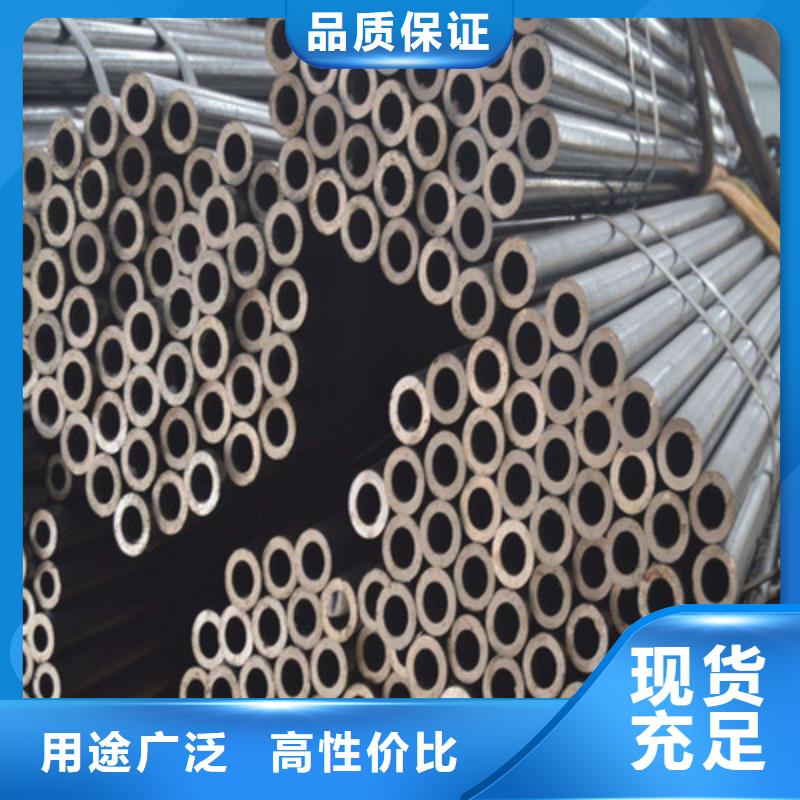
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计制造技术的不断进步和推陈出新,一些原来无法直接测试硬度的材料,如精密无缝钢管、不锈钢板和不锈钢带等,现在都已经可能直接测试硬度了。所以,存在一个硬度试验逐渐代替拉伸试验的趋势。
在不锈钢材料的 标准中大多数都同时规定了拉伸试验和硬度试验。对于那些不便于进行硬度试验的材料,例如精密无缝钢管就只规定了拉伸试验。在不锈钢标准中,一般都规定了布、洛、维三种硬度试验方法,测定HB、HRB(或HRC)和HV硬度值,规定三种硬度值只测其一即可。特别是本公司 研制的便携式表面洛氏硬度计、管材洛氏硬度计,可以对薄至0.05mm的不锈钢板、不锈钢带以及细至¢4.8mm的精密无缝钢管进行快速、准确的硬度检测,使得过去在国内难以解决的问题迎刃而解。


管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


本厂自成立以来,我们长期坚持“诚实,守信,专注,公平,创新”的原则。以优良、放心、良好的 镀锌管信誉得了客户的一致好评和信任,成为了省内外诸多企业供应商。热忱欢迎广大新老客户惠顾指导、洽谈 镀锌管业务。



