

联系我们

欢迎咨询##特厚钢板450mm460mm源头厂家
更新时间:2025-05-31 18:30:10 ip归属地:鹤岗,天气:多云转阴,温度:12-32 浏览次数:1 公司名称:聊城 聚贤丰汇金属材料(鹤岗市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |







我们公司是一家专业研发、销售和生产 不锈钢管。公司以创新产品和高端技术应用为导向,不断提供高品质产品和超值客户服务。公司研发生产的产品包括: 不锈钢管,得到了客户的一致认可,同时也为公司树立了良好的品牌形象,拥有了较好的知名度。 经营理念:凝聚科技创新力量,创造美好明天。


34CrMO4钢板使用寿命多长,承重量多少?
在选购一件新品时,大家通常会关心2个层面:一、它的品质怎样;二、它可用多长时间,沙钢宽厚板在市场销售与选购上的关键依然放到这两个关键环节上,这样子才可以产生更高品质的应用实际效果,也才可以尽快考虑大家针对这种商品的一些应用的要求。
针对品质的分辨我们可以根据商品的使用来开展实际的掌握,而针对商品使用寿命的分辨,这就并不是一次两次的使用可以看出去的数据信息,只是必须根据大家针对这一商品的实际掌握去开展推断与剖析,进而了解这一商品是否合乎大家要求的规范。
首先,应当将沙钢宽厚板的使用寿命从两层面来剖析:一方面是保存期,即不在应用它的前提条件下,它的特性能够 维持多长时间不转变;另一方面是在应用后,可以保持多长时间的特性,这类原材料的保存期是十分长的,它是全部原材料之中使用寿命尤其长的一种,终究金属材料自身便是有着强力的可靠性的,因此 要是有着优良的储存标准,那么就都是有着优良的使用期的。
如果是在干躁、室内温度下储放,没有过多的污染物,那么沙钢宽厚板能够 在几十年乃至是数百年的状况下都依然长期保持不变,能够 随时随地拆开应用,如果是在高温高压或者低温及其别的环境污染的极端自然环境下,相对性的保存期也会相对减少,好像存有很多体内湿气、环境污染的自然环境,因此 要留意储存,那样就能产生更强的实际效果。
34CrMO4钢板使用寿命多长,承重量多少?
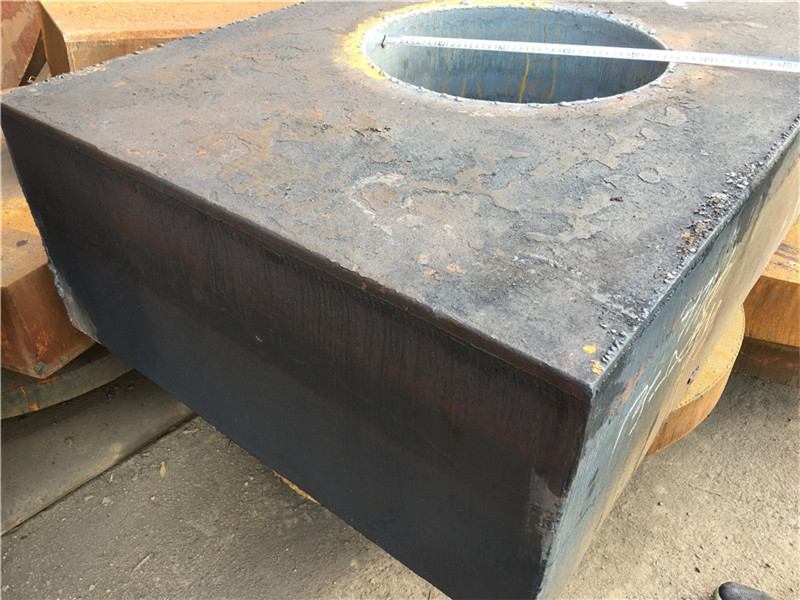
现阶段,大部分沙钢宽厚板零割全是由数控机床零割机进行的,不一样的金属板材材质材料的零割方式也不一样。依据不一样厚钢板的特点,务必挑选相对的零割方法,并在这个基础上挑选零割机的机械系统规格型号。数控机床零割机可分成二种零割方式,即数控机床火苗零割和数控机床低温等离子零割;除此之外,数控机床零割也是有携带式、悬壁、龙门、操作台、相贯线等几种。关键的是要了解,34CrMO4厚钢板零割的质量立即关联到零割方法和设备的构造,因此大家应当更为当心。
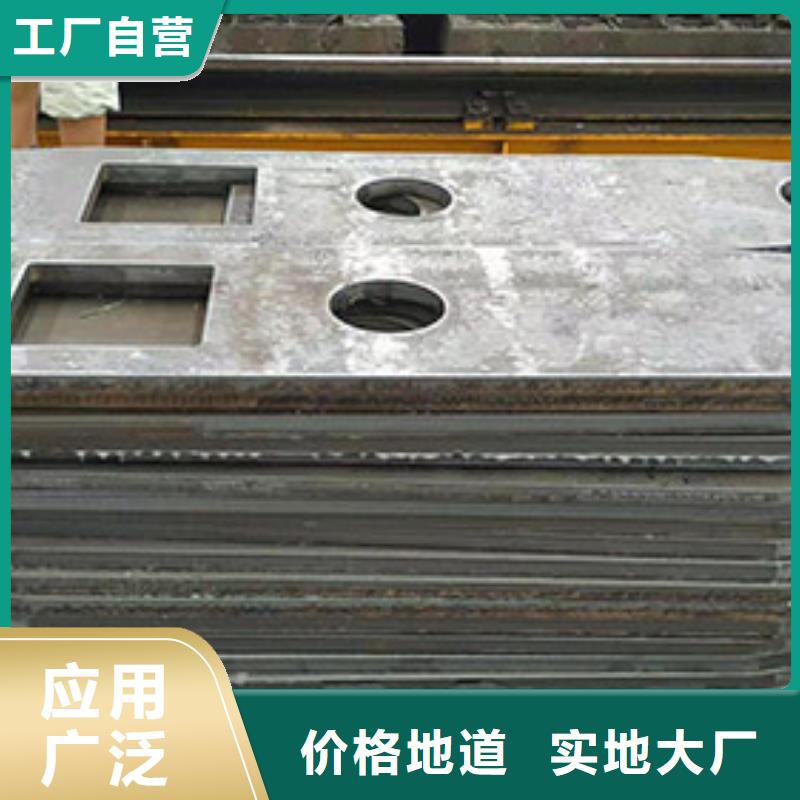
在应用沙钢宽厚板零割时,必须先依照顾客规定将沙钢宽厚板零割成不一样的规格尺寸,那样激光切割进行后,钢版块就可以立刻资金投入运用,在厚钢板生产加工制造行业中,沙钢宽厚板零割实际操作是十分普遍的加工工艺实际操作方法,工作员能够依照板才的应用规定来挑选适合的激光切割技巧。那么如今对厚钢板开展激光切割的全过程中,能够采用什么具体方法呢?
能够根据火苗来开展激光切割,这类沙钢宽厚板零割较为普遍,根据火苗来激光切割厚钢板成本费极低,合乎当代生产加工制造行业的实际操作规定,还可以为生产厂家节约很多成本,可是这类加工工艺方法也存有一定的缺点,比如在开展激光切割的全过程中,34CrMO4厚钢板非常容易遭受高温的危害,激光切割后非常容易出现打卷和毛边这些,那样的话,生产加工后的厚钢板在规格型号和规格层面不能满足运用规定,因而在开展这种加工工艺流程时,针对实际操作工作人员的工作经验规定较为高。
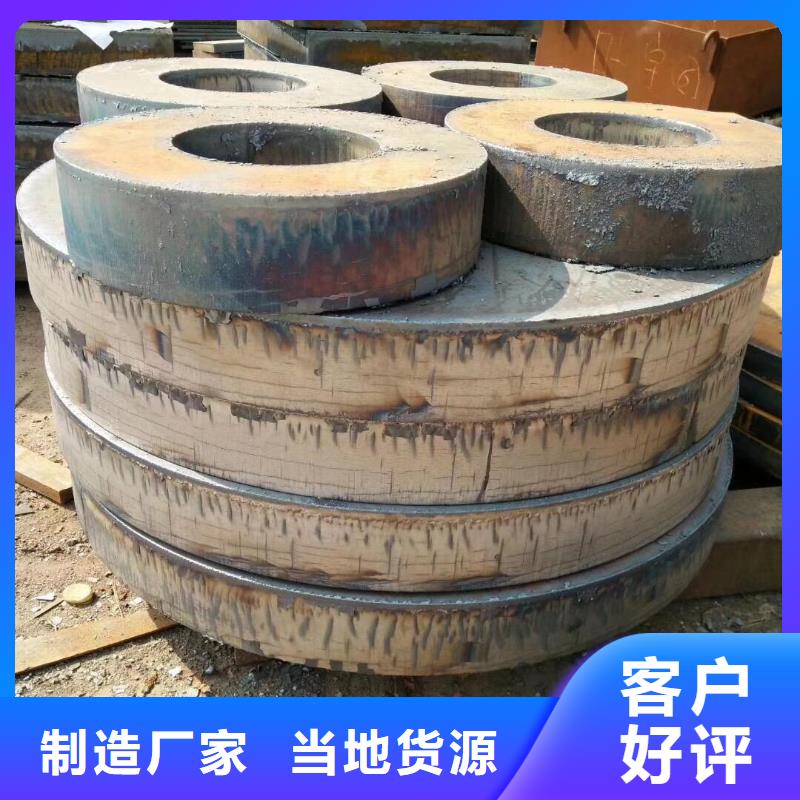
次之能够根据光纤激光切割进行对厚钢板生产加工,应用光纤激光切割对厚钢板生产加工时,方式步骤都非常简单,并且在激光切割厚钢板上边不容易留有一切印痕,能够维持美观大方度,并且这类激光切割方法很灵便,能够依照顾客规定来挑选激光切割方式,可是针对一般的生产厂家而言,选购光纤激光切割机器设备必须担负较为高的成本,这类激光切割方法适用量大的生产加工制造行业中采用。


钢板质量直接影响钢板价格,整张钢板与钢板零割价格也是不一样的,对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
钢板生产的出现正好迎合了人们一直以来的节约资源口号。由于可再生资源的日益稀缺和经济的快速发展,资源问题已成为一个大问题。提高资源的可用性是现在社会大力提倡的,所以使用周期长,节约材料,承载能力高的钢板生产厂家符合时代的发展。爬网镀锌是一种表面处理技术,分为冷镀锌和热镀锌。常用的工艺是热镀锌。随着冷轧带钢近30年来的快速发展,热镀锌行业得到了极大的提高,并广泛应用于金属制品的表面处理。不锈钢板生产厂家被广泛应用于公路、铁路、土建、水利等建筑、各种机械、电器、窗户防护及养殖等。可根据客户要求加工定制各种特殊规格的产品。
钢板切割氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
等离子设备比氧气气体切割炬更昂贵,因为一个完整的系统需要电力,水冷却器(对于超过100安培的系统),气体控制设备,火炬电线,连接软管和电缆,以及火炬本身。但与氧气相比,等离子体的生产率可以很快补偿系统的成本。
等离子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
钢板切割激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
激光技术的另一个优点是可靠性。耗材寿命长,机械自动化程度高,很多激光切割作业都可以在“无人值守”的状态下进行。想象一下,在工作台上装载10x401/2"钢板,按下开始按钮,然后晚上回家。当你早上回来的时候,上百个零件将被切割和卸载。


