
想一睹直缝管-螺旋钢管一手货源产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:直缝管-螺旋钢管一手货源的图文介绍

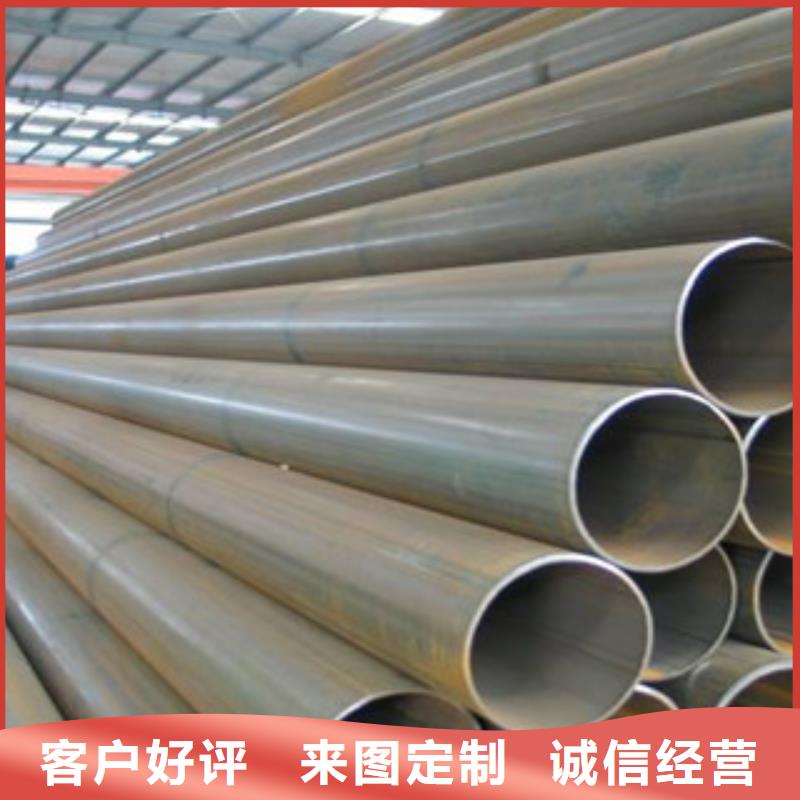
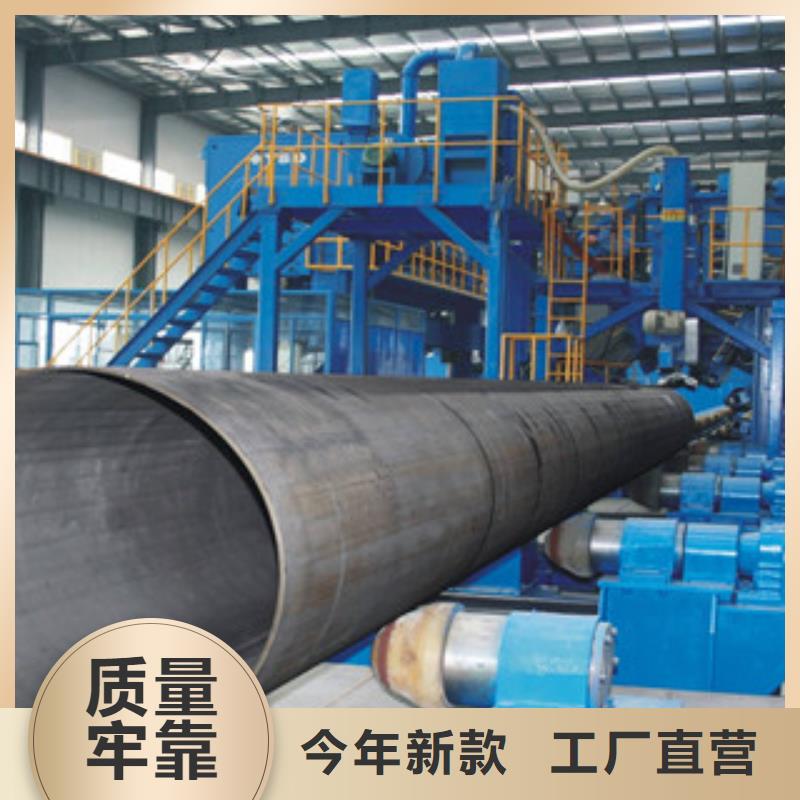
埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
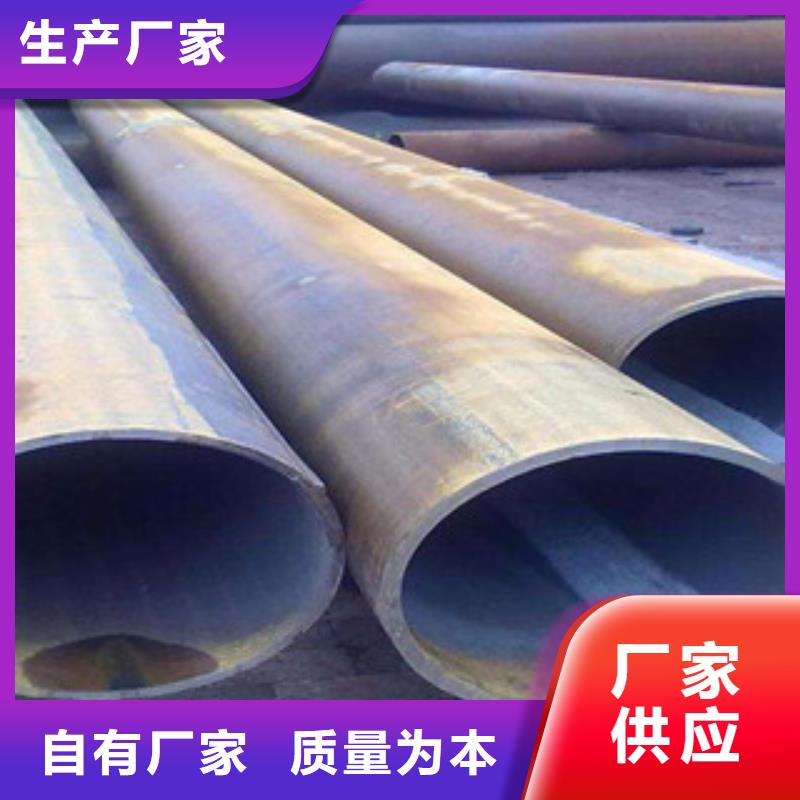
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。


螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。



钢兴钢管 (雅安市分公司)将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 厚壁钢管产品和优质的服务!